Move exceeds maximum extrusion. Проблемы Klipper
Всем привет!
Думаю начать новый цикл статей по 3D печати, своего рода базы знаний, для того, чтобы помогать себе в накоплении знаний по 3D печати и тем, кому это может быть полезно.
Не так давно, я модернизировал свои принтеры на прошивку Klipper. Эта прошивка дает большое количество новых возможностей и имеет значительные преимущества перед стоковыми прошивками популярных принтеров 3D печати, все эти преимущества в рамках данной статьи я затрагивать не буду, они по большей части направлены на улучшение качества печати и удобство оператора.
В некоторых случаях пользователи klipper сталкиваются с ошибкой “Move exceeds maximum extrusion” при стартовой печати, либо непосредственно в процессе печати в моменте, где требуется сменить пластик, например на пластик другого цвета.
Судя по обсуждению на сайте посвященному Klipper: https://klipper.discourse.group/t/h-move-exceeds-maximum-extrusion/1189, данная ошибка связана с тем, что текущие параметры печати (GCODE, сгенерированный программой-слайсером) пытается протолкнуть через экструдер больше пластика, чем тот в принципе способен переварить, и возникает при следующих условиях:
- Неверные настройки (команды, заданные пользователем вручную) главной линии в стартовом gcode
- Неверные настройки (команды, заданные пользователем вручную) макросом предварительной очистки сопла.
- Кривой (не верно сгенерированный) gcode вашим слайсером (особенно Simplify 3D).
- Неверные настройки слайсера, влияющие на экструзию или скорость потока.
- Чрезмерное применение команды M83 (особенно в стартовом gcode).
Автор поста, господин “Sineos” предлагает два пути решения данных проблем:
- Найти и устранить проблему из списка выше.
- Отключить настройку безопасности излишнего экструдирования klipper, что весьма нежелательно, так как может привести к физическому повреждению экструдера.
В моем же случае проблема оказалась как раз в слайсере, по каким-то причинам, причем в случайном порядке (от модели к модели) слайсер может генерировать неверный G-CODE который на этапе смены филамента устанавливает некорректные значения для продавливания пластика, на которые и реагирует система защиты klipper. Я пробовал отключать эту систему защиты, повышать максимально возможный объем выдавливаемого пластика и результатом получал то, от чего собственно klipper и предостерегал – пропуски экструдера, связанные с чрезмерной скоростью подачи пластика, то вызывало его “прогрызание”.
Отгадка оказалась простой – это аномальный GCODE, генерируемый движком (генератором периметров) Arachne:
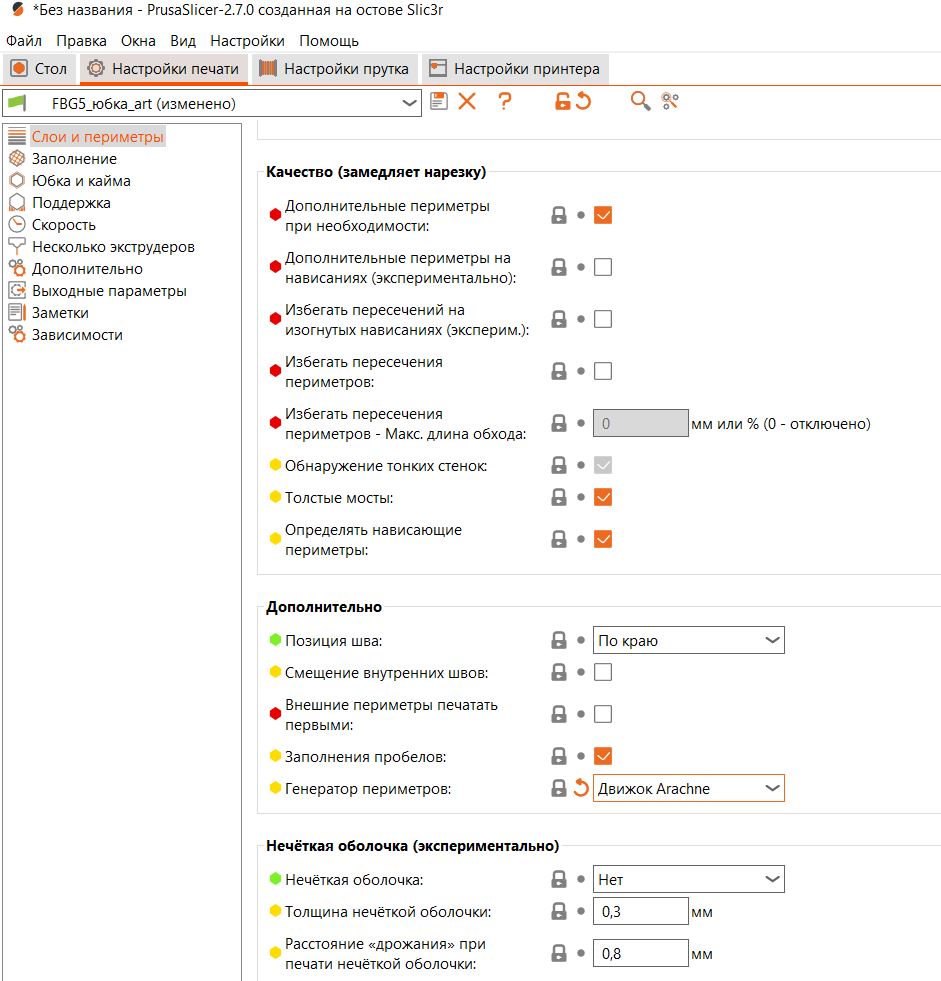
Рис.1 Выбор генератора периметров.
Сам по себе этот движок решает множество проблем “классического движка” однако имеет и свои собственные. Переключение на классический движок сразу решило все мои проблемы.
Версия Prusa Slicer, в которой возникали проблемы – 2.6. В более новой версии, я таких проблем уже не наблюдал, причем на тех же нарезаемых моделях.
В идеале 3Д – печатнику нужно осваивать как минимум два разных слайсера, чтобы более детально понимать суть настроек и параметров, и постоянно экспериментировать, повышая качество отпечатков. В моем конкретном случае, решение проблемы потребовало штудирования англоязычного сегмента интернета и кучи нервов, так как в слайсере я был уверен, каким-то образом генерация кода для прошивки Marlin таких проблем не создавала. Возможно, есть дело в чем-то еще.
Если Вам была полезна данная статья, отпишитесь в комментариях, возможно Вы уже сталкивались с такими проблемами и у вас было другое решение.
Также, приглашаем для обсуждения в нашу группу в VK!